Flexible PCBs are commonly used in a wide range of industries and applications, including consumer electronics, automotive electronics, aerospace, medical devices, telecommunications, and more. They are often found in devices such as smartphones, tablets, wearables, automotive control systems, medical imaging equipment and flexible displays.
In addition to flexibility, advanced flex PCBs have other advantages. They reduce the overall size and weight of electronic equipment, improve signal integrity by reducing signal loss and electromagnetic interference (EMI), enhance thermal management by dissipating heat more effectively, simplify assembly and testing, and increase durability and reliability .
Overall, advanced flex PCBs provide solutions for electronic designs that require flexibility, space saving, and reliable performance in challenging environments. They offer a wide range of advantages that make them a popular choice for modern electronics applications.
HDI
Technology
High-density interconnect (HDI) technology can be applied to flexible PCBs, allowing the miniaturization of components and the use of finer-pitch packaging. This enables higher circuit density, improved signal routing and more functionality in a smaller package.
Flex-to-Install Technology
Allows the PCB to be pre-bent or pre-folded during the manufacturing process, making it easier to install and fit into tight spaces. This is especially useful in space-constrained applications, such as wearable devices, IoT sensors, or medical implants.
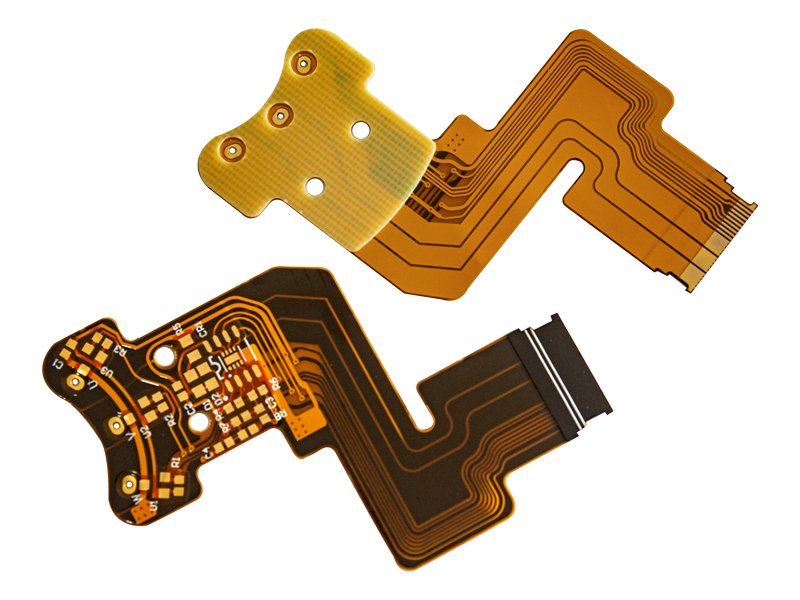
Embedded Components
Integrate embedded components such as resistors, capacitors or active devices directly into the flexible substrate. This integration saves space, reduces the assembly process, and improves signal integrity by minimizing interconnect length.
Thermal Management
Combined with advanced thermal management technology to effectively dissipate heat. This can include the use of thermally conductive materials, thermal vias, or heat sinks. Proper thermal management ensures that components on a PCB operate within their temperature limits, improving reliability and lifetime.
Environmental Resistance
Withstand harsh environments, including extreme temperatures, high humidity, vibration or exposure to chemicals. This is achieved through the use of special materials and coatings that increase resistance to these environmental factors, making PCBs suitable for applications in automotive, industrial or outdoor environments.
Design for Manufacturability
Undergo rigorous DFM considerations to ensure efficient and cost-effective manufacturing. This includes optimizing panel size, panelization techniques and manufacturing processes to minimize waste, increase yield and reduce overall production costs.
Reliability and Durability
Through a rigorous testing and quality control process to ensure reliability and durability. This includes testing electrical performance, mechanical flexibility, solderability and other parameters to ensure PCBs meet industry standards and customer requirements.
Customization Options
Offer customization options to meet specific application needs,include custom shapes, sizes, stackup designs and unique features based on end product requirements.